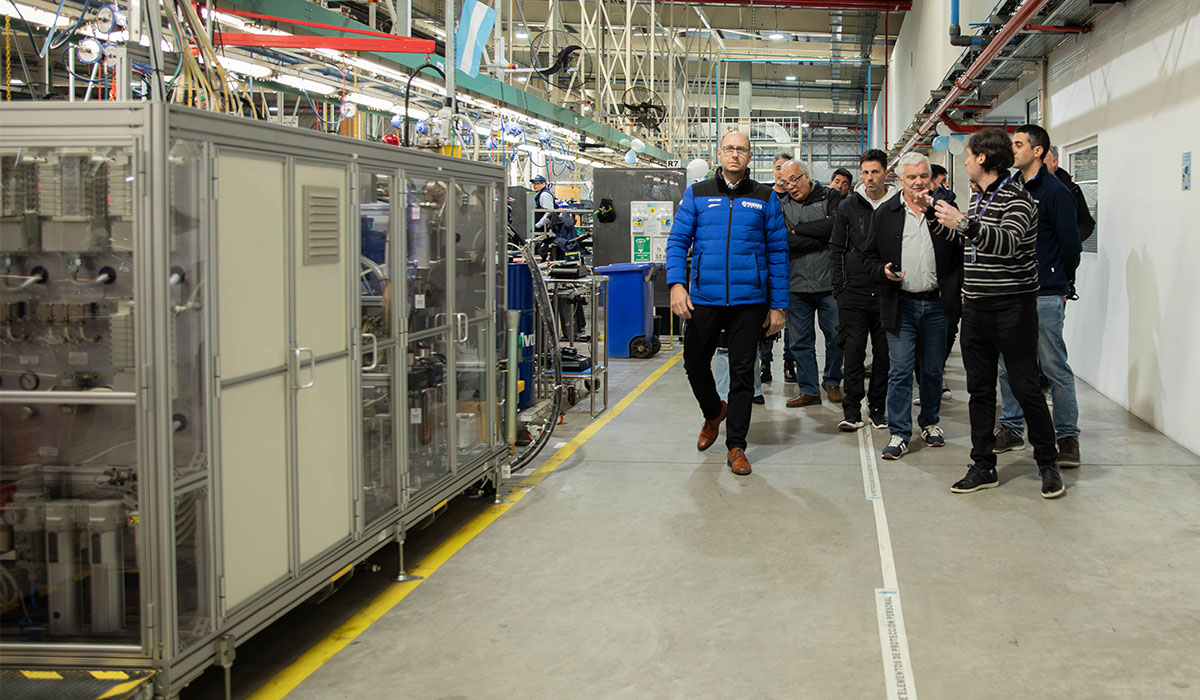
Recorrimos la planta de Yamaha en General Rodríguez que se prepara para lanzar un modelo «underbone»

En el marco de un recorrido por las instalaciones de Yamaha Motor Argentina, inaugurada en el año 2014, ubicadas en la localidad bonaerense de General Rodríguez, pudimos conocer el proceso de ensamble de los algunos modelos que la marca comercializa en el país.
Yamaha a nivel global cuenta con 33 fábricas en todo el mundo, de las cuales siete son unidades regionales que coordinan la producción. En Sudamérica, Yamaha tiene además de Argentina las plantas en Brasil y Colombia, mientras que en el resto del continente también opera en México y Estados Unidos, aunque la mayor concentración fabril está en Asia.
La factoría en Argentina tiene una nave industrial que ocupa una superficie total de 15.500 metros cuadrados, de los cuales aproximadamente la mitad está destinada a la producción propiamente dicha, mientras que el resto alberga áreas de recepción de materiales, expedición de motos terminadas y un sector de repuestos para abastecer a la red de concesionarios oficiales.
La historia productiva de Yamaha en Argentina comenzó en 2008 con un solo modelo y en otra locación. El primer ensamble fue el YBR, y desde entonces la compañía fue ampliando su portfolio. En 2013 se alcanzó el pico máximo de producción local con 76.000 unidades, para luego estabilizarse en un promedio de 45.000 motos anuales hasta los últimos años.
A lo largo de todo este tiempo, la planta ensambló 26 modelos distintos —cada uno con dos o tres variantes de colores—, entre los que se destacan YBR, el TTR 125, la familia FZ y los scooter que se sumaron a partir de 2022.
El establecimiento cuenta con dos líneas de ensamble: la línea A de 60 m de longitud que está destinada a los modelos con frenos ABS, ya que cuenta con la máquina para el llenado y calibración del sistema. Allí se producen seis de los diez modelos actuales y la línea B de 30 m de largo que ensambla los restantes cuatro: XTZ 125, y los scooter LSG, LSX y Fascino. En conjunto, ambas tienen una capacidad instalada para producir 116.000 unidades por año, tal como fue configurada en 2014, cuando se diseñó la nave actual. Sin embargo, la producción actual se ubica muy por debajo de ese techo: este año se estima cerrar con 21.000 unidades ensambladas, una cifra que marca el inicio de una senda de crecimiento tras los golpes de la crisis económica y la pandemia.
La planta cuenta con 242 empleados en total, 130 están abocados a la planta con 80 personas que están abocadas directamente a la producción, mientras que el resto se distribuye entre calidad, logística, mantenimiento y repuestos; contando con nueve colaboradoras en producción.
El perfil de ingreso requiere principalmente secundario completo, con preferencia por formación técnica, aunque no es excluyente. Los nuevos operarios atraviesan un período de capacitación inicial junto a un líder de sector, donde son evaluados en calidad y ritmo de trabajo. Durante los primeros tres meses, el seguimiento es mensual y se realizan reuniones de feedback con supervisores para monitorear el desarrollo.
Además, la empresa promueve la rotación de puestos: se espera que cada empleado maneje al menos dos estaciones de trabajo distintas, lo que favorece la versatilidad y también la ergonomía. También hay operarios que han viajado a Japón para capacitarse durante un año, y luego han formado a los inspectores de calidad locales.
En la línea A trabajan 15 operarios distribuidos en ocho puestos de un lado y siete del otro, más dos coordinadores. Cada modelo tiene su propio juego de torquímetros, y hay mesas de subensamble que son 8 puestos donde se preparan conjuntos completos para agilizar el trabajo en la línea principal.

En el área de apertura de componentes hay 14 puestos que desembalan y preparan los carros que están alrededor de las líneas y luego hay empleados abastecedores que llevan la mercadería al puesto donde se consume a cada lado.
La planta cuenta con un stock de seguridad de componentes críticos, almacenado en jaulas especiales, para evitar paradas de línea ante eventuales roturas o faltantes. Este inventario no se confunde con el stock de repuestos para concesionarios, sino que está destinado exclusivamente a sostener la producción en caso de alguna emergencia.
Además, existe un taller de mantenimiento con siete empleados —dos para tareas edilicias y cinco para equipos productivos— más un supervisor y un jefe, que cuidan tanto los activos productivos como las instalaciones del edificio.

Actualmente, la planta está utilizando apenas el 20% de su capacidad instalada. Con las dos líneas operando, se ensamblan alrededor de 95 motos por día, pero el diseño de la nave permite alcanzar hasta 500 unidades diarias.
Los 10 modelos que se ensamblan en Argentina son: XTZ 250 con piezas provenientes de Brasil, MT-03 y N-Max con piezas porvenientes de Indonesia, XTZ 125 con componentes de China, Fascino, Ray ZR 125, FZ-15, FZ-X, FZ-25 y XTZ-125 desde India y finalmente Raptor YFM700R con componentes desde Japón y Estados Unidos y próximamente una «underbone».
El tiempo de ensamble varía según el modelo. El promedio general se ubica entre 4,5 y 5 minutos por unidad, aunque la MT-03 es la más compleja y demanda algo más por moto. La producción se organiza por lotes: por ejemplo, la MT-03 se fabrica en módulos de 40 unidades, las FZ en lotes de 100, la XTZ 250 también en tandas de 100, y los scooter como el LSG o LSX en grupos de 30.
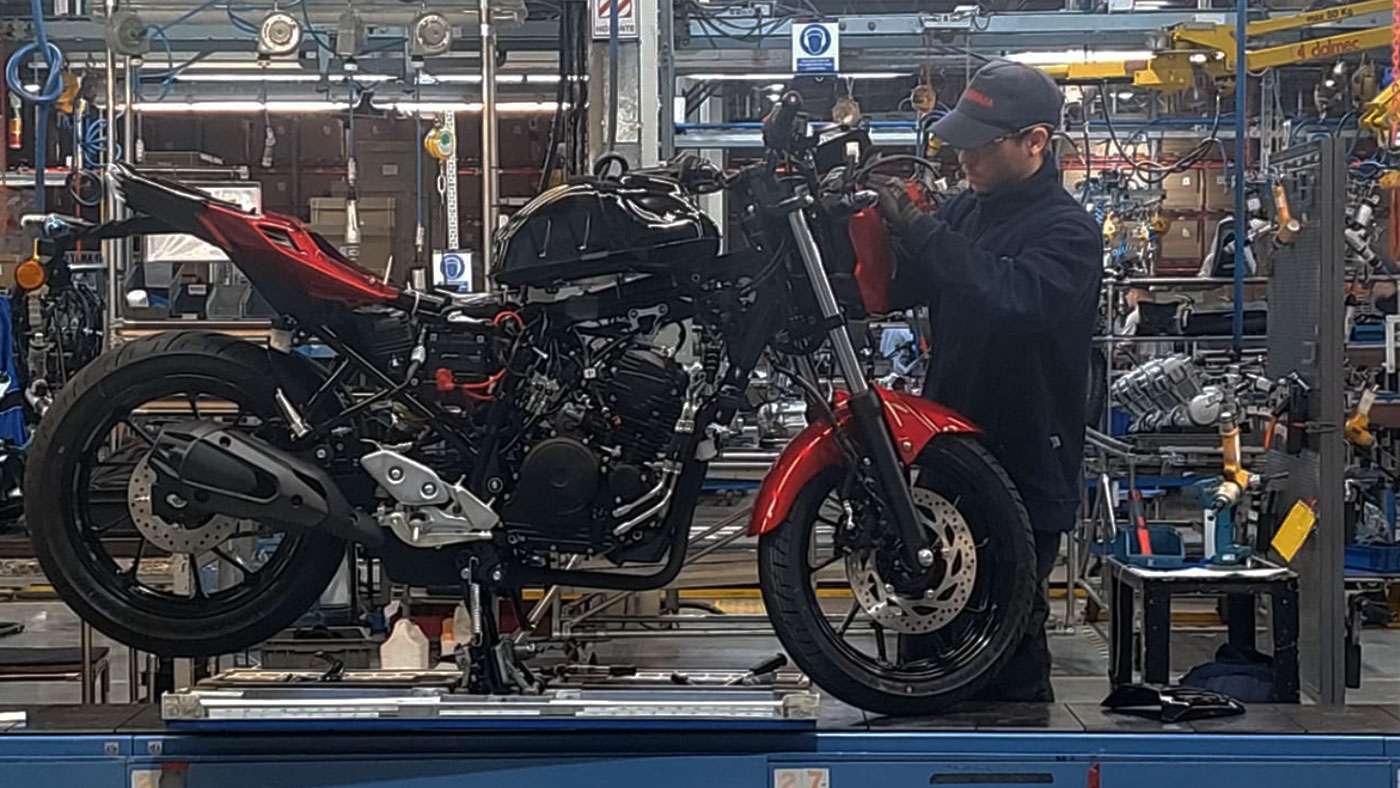
El proceso comienza con un chasis totalmente en blanco. En la primera estación se graba el número de chasis con la marcadora, luego la prensa de pista de rodamiento de la dirección y luego se vincula el motor. Desde ese momento, la moto queda registrada en el sistema de gestión y su trazabilidad es monitoreada hasta el final, convirtiéndose en una moto y calidad es quien la libera y pasa a logística para el despacho.

El sistema de calidad es riguroso y cuenta con múltiples puntos de control. Se realizan cuatro controles principales: inspección de mercadería entrante de proveedores locales, inspección 100% al final de la línea, y un control adicional que consiste en desarmar completamente una unidad por día para verificar torques y procesos. A esto se suma una inspección funcional (motor, caja, luces, temperatura) y otra visual, que en conjunto permiten liberar cada lote.
Toda la trazabilidad está respaldada por un sistema de gestión que sigue cada unidad desde que entra a producción hasta que es liberada por calidad. El control de torquímetros también es parte del plan de calibración, que se realiza en el laboratorio de calidad interno. Allí también se homologan piezas locales, realizando ensayos de soldadura, pintura y funcionalidad. Solo pruebas muy específicas, como niebla salina, se derivan a laboratorios externos.
Con la mirada puesta en el crecimiento, Yamaha ya está preparando la línea B para la producción de la nueva «underbone», un modelo que será lanzado entre noviembre y diciembre de este año.
También pudimos conocer en detalle el trabajo que realiza la compañía en materia de capacitación técnica, desarrollo de concesionarios y asistencia posventa; que abarca tanto el segmento de motos como el de marina. El equipo trabaja para alinear a los concesionarios con los estándares globales de la marca, con un fuerte enfoque en la experiencia del cliente (customer experience) y el respaldo de calidad que representa la garantía de 5 años.

Cuenta con tres talleres prácticos (marina, motos/cuatriciclos y un espacio exclusivo para capacitaciones). Los técnicos recorren diferentes niveles de formación y cada dos años participan en una competencia interna, además de un campeonato mundial organizado por Japón. Argentina fue campeón mundial en la última edición, gracias a un técnico de Capital Federal que hoy se ha incorporado al equipo de Yamaha para transmitir su experiencia.
Tras la pandemia, las capacitaciones migraron a un sistema mixto: parte virtual y parte presencial, donde los técnicos validan sus conocimientos prácticos en los talleres de la planta.
El área también forma instructores de manejo, con el objetivo de acercar a los usuarios a la experiencia de conducción de manera segura y responsable.